
化妆品包材的表面涂装工艺
2022 - 03 - 29
一、关于喷涂工艺
喷涂是指通过喷枪或碟式雾化器,借助于压力或离心力,分散成均匀而微细的雾滴,施涂于被涂物表面的涂装方法。可分为空气喷涂、无空气喷涂、静电喷涂以及上述基本喷涂形式的各种派生的方式,如大流量低压力雾化喷涂、热喷涂、自动喷涂、多组喷涂等。
二、喷涂工艺特点
保护作用:保护金属、木材、石材和塑料等物体不被光、雨、露、水合各种介质侵蚀。使用涂料覆盖物体是最方便、可靠的防护办法之一,可以保护物体,延长其使用寿命。
装饰作用:涂料涂装可使物体“披上”一身美观的外衣,具有光彩、光泽和平滑性,被美化的环境和物体使人们产生美和舒适的感觉。
特种功能:在物体上涂装上特殊涂料后,可使物体表面具有防火、防水、防污、示温、保温、隐身、导电、杀虫、杀菌、发光及反光等功能。
三、喷涂工艺系统组成
1、喷漆室
保护作用:保护金属、木材、石材和塑料等物体不被光、雨、露、水合各种介质侵蚀。使用涂料覆盖物体是最方便、可靠的防护办法之一,可以保护物体,延长其使用寿命。
装饰作用:涂料涂装可使物体“披上”一身美观的外衣,具有光彩、光泽和平滑性,被美化的环境和物体使人们产生美和舒适的感觉。
特种功能:在物体上涂装上特殊涂料后,可使物体表面具有防火、防水、防污、示温、保温、隐身、导电、杀虫、杀菌、发光及反光等功能。
三、喷涂工艺系统组成
1、喷漆室
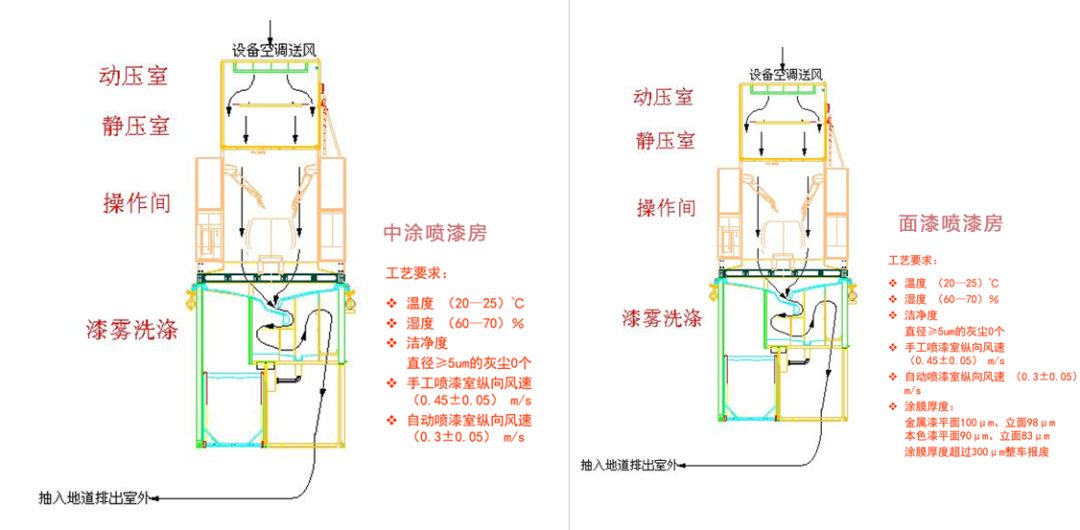
1)空调供风系统:向喷漆室提供经调温、调湿和除尘的洁净新鲜空气的设备。
2)喷漆室室体:由动压室、静压室、喷涂操作室和隔栅底板组成。
3)排风和漆雾捕集系统:由漆雾捕集装置、排风风机及风管等组成。
4)废漆清除装置:及时清除从喷漆室排风洗涤装置排出的污水中的废漆渣,并将经过过滤的水打回喷漆室底部的水沟中循环使用
2、喷涂流水线
2)喷漆室室体:由动压室、静压室、喷涂操作室和隔栅底板组成。
3)排风和漆雾捕集系统:由漆雾捕集装置、排风风机及风管等组成。
4)废漆清除装置:及时清除从喷漆室排风洗涤装置排出的污水中的废漆渣,并将经过过滤的水打回喷漆室底部的水沟中循环使用
2、喷涂流水线

涂装流水线的七大组成部分主要包括:前处理设备、喷粉系统、喷漆设备、烘炉、热源系统、电控系统、悬挂输送链等。
1)前处理设备:喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、锈蚀严重、无油或少油的钢件。且无水质污染。
2)喷粉系统:粉体喷涂中的小旋风+滤芯回收装置是较先进,换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。
3)喷漆设备:如油淋式喷漆室、水帘式喷漆室,广泛运用于自行车、汽车钢板弹簧、大型装载机的表面涂装。
4)烘炉:烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标。烘炉的加热方式有:辐射、热风循环及辐射+热风循环等,根据生产纲领可分单室和通过式等,设备形式有直通式和桥式。热风循环烘炉保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于±3oC,达到先进国家同类产品的性能指标。
5)热源系统:热风循环应用较普遍的加热方式,它利用对流传导原理对烘炉进行加热,达到工件的干燥和固化。热源可根据用户的具体情况选择:电、蒸汽、燃气或燃油等。热源箱可根据烘炉的情况而定:置于顶部、底部和侧部。生产热源的循环风机如是特制耐高温风机,则具有寿命长、能耗低、噪声低、体积小等优点。
6)电控系统:涂装、涂装流水线电气控制有集中和单列控制。集中控制能采用可编程序控制器(PLC)来控制主机,根据编制的控制程序对各工序进行自动控制,数据采集和监视报警。单列控制是涂装生产线中最常用的控制方式,各个工序单列控制,电控箱(柜)设置在设备附近,造价低、操作直观、维修方便。
7)悬挂输送链:悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于L=10-14M的仓储货架和异型路灯合金钢管涂装线。工件吊装在专用挂具上(承重达500-600KG),进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送,在强冷室、下件区域内平行积放冷却,并在强冷区域设挂具识别和牵引报警停机装置。
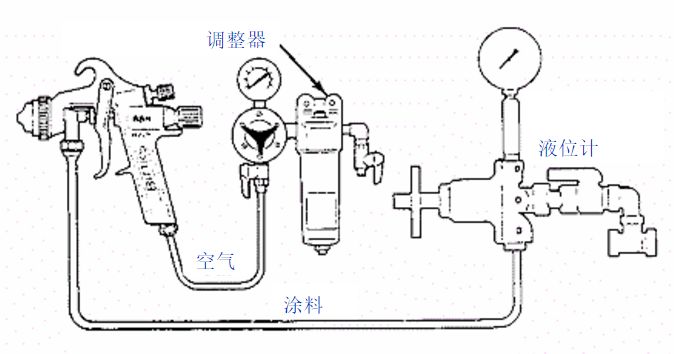
3、喷枪
1)前处理设备:喷淋式多工位前处理机组是表面处理常用的设备,其原理是利用机械冲刷加速化学反应来完成除油、磷化、水洗等工艺过程。钢件喷淋式前处理的典型工艺是:预脱脂、脱脂、水洗、水洗、表调、磷化、水洗、水洗、纯水洗。前处理还可采用抛丸清理机,适用于结构简单、锈蚀严重、无油或少油的钢件。且无水质污染。
2)喷粉系统:粉体喷涂中的小旋风+滤芯回收装置是较先进,换色较快的粉末回收装置。喷粉系统的关键部分建议选用进口产品,喷粉室、电动机械升降机等部件全部国产化。
3)喷漆设备:如油淋式喷漆室、水帘式喷漆室,广泛运用于自行车、汽车钢板弹簧、大型装载机的表面涂装。
4)烘炉:烘炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标。烘炉的加热方式有:辐射、热风循环及辐射+热风循环等,根据生产纲领可分单室和通过式等,设备形式有直通式和桥式。热风循环烘炉保温性好、炉内温度均匀、热损失少,经测试,炉内温差小于±3oC,达到先进国家同类产品的性能指标。
5)热源系统:热风循环应用较普遍的加热方式,它利用对流传导原理对烘炉进行加热,达到工件的干燥和固化。热源可根据用户的具体情况选择:电、蒸汽、燃气或燃油等。热源箱可根据烘炉的情况而定:置于顶部、底部和侧部。生产热源的循环风机如是特制耐高温风机,则具有寿命长、能耗低、噪声低、体积小等优点。
6)电控系统:涂装、涂装流水线电气控制有集中和单列控制。集中控制能采用可编程序控制器(PLC)来控制主机,根据编制的控制程序对各工序进行自动控制,数据采集和监视报警。单列控制是涂装生产线中最常用的控制方式,各个工序单列控制,电控箱(柜)设置在设备附近,造价低、操作直观、维修方便。
7)悬挂输送链:悬输机是工业流水线、涂装线的输送系统,积放式悬输机应用于L=10-14M的仓储货架和异型路灯合金钢管涂装线。工件吊装在专用挂具上(承重达500-600KG),进出道岔平滑,道岔根据工作指令由电气控制进行开合,满足工件在各处理工位的自动输送,在强冷室、下件区域内平行积放冷却,并在强冷区域设挂具识别和牵引报警停机装置。
3、喷枪
4、涂料
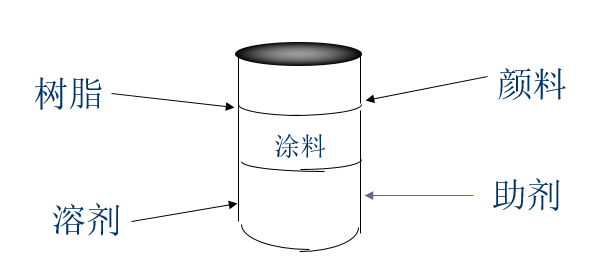
涂料是保护和装饰物体表面的材料,将其涂覆于物体表面形成具有一定功能并牢固附着的连续涂膜,用以保护和装饰物体。涂料作用是保护作用、装饰作用、特殊功能作用(防腐、隔离、标志、反射 、导电等用途)。
四、工艺基础流程
四、工艺基础流程
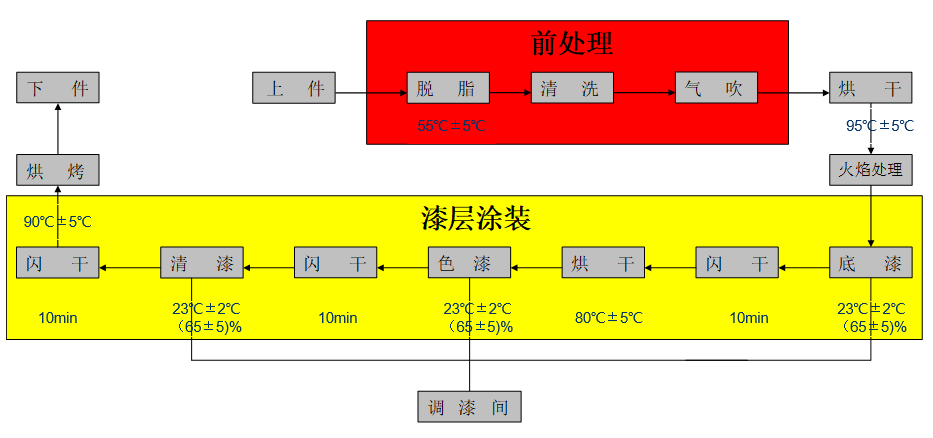
不同目标物涂装工艺与流程都有所不同,我们以常见的塑胶件涂装工艺为例,说明下整个工艺流程:
1、前处理流程:为了提供适合于涂装要求的良好基底,以保证涂层具有良好的防腐蚀性能和装饰性能,在涂装之前必須对物体表面所附着的各种异物进行处理。人们把进行这种处理所做的工作,统称为涂装前(表面)处理。主要为了用于去除素材上的污染物或将素材表面粗化以增加涂膜的密着性。
1、前处理流程:为了提供适合于涂装要求的良好基底,以保证涂层具有良好的防腐蚀性能和装饰性能,在涂装之前必須对物体表面所附着的各种异物进行处理。人们把进行这种处理所做的工作,统称为涂装前(表面)处理。主要为了用于去除素材上的污染物或将素材表面粗化以增加涂膜的密着性。
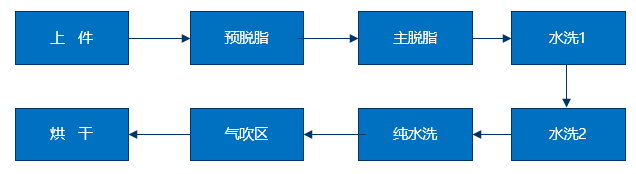
预脱脂:主要作用为对塑料零件表面进行部分预脱脂。
主脱脂:清洗剂对塑料零件表面进行脱脂。
水洗:使用清洁的自来水冲洗残留在零件表面的化学试剂。两道水洗,水温RT,喷淋压力为0.06-0.12Mpa。纯水洗,使用新鲜的去离子水对零件表面进行彻底清洗(去离子水的纯净度要求为电导率≤10μm/cm)。
气吹区:位于水洗通道内纯水洗后的空气风道,用强风吹落零件表面残留的水珠。但有时由于产品结构等原因,零件某些部位的水珠无法完全被吹落,而烘干区域是没有能力将水珠烘干,因此会造成零件表面积水,影响产品的喷涂。所以,在火焰处理后需检查工件表面,当上述情况发生时,需对保险杠表面擦拭。
烘干:产品烘干时间为20min,烤炉用燃气加热循环风的方法,使烘道内的温度达到设定值。水洗吹干后的产品经过烤炉通道时,烤炉通道内的热空气把产品表面的水分烘干。烘烤温度的设定不仅要考虑到产品表面水分的蒸发,而且不同产品的耐热程度不同,目前制造二厂涂装线以PP材质为主,所以设定温度为95±5℃。
火焰处理:用强氧化焰使塑料表面氧化,提高塑料基材表面的表面张力,使油漆能更好的与基材表面结合,以提高油漆的附着力。
主脱脂:清洗剂对塑料零件表面进行脱脂。
水洗:使用清洁的自来水冲洗残留在零件表面的化学试剂。两道水洗,水温RT,喷淋压力为0.06-0.12Mpa。纯水洗,使用新鲜的去离子水对零件表面进行彻底清洗(去离子水的纯净度要求为电导率≤10μm/cm)。
气吹区:位于水洗通道内纯水洗后的空气风道,用强风吹落零件表面残留的水珠。但有时由于产品结构等原因,零件某些部位的水珠无法完全被吹落,而烘干区域是没有能力将水珠烘干,因此会造成零件表面积水,影响产品的喷涂。所以,在火焰处理后需检查工件表面,当上述情况发生时,需对保险杠表面擦拭。
烘干:产品烘干时间为20min,烤炉用燃气加热循环风的方法,使烘道内的温度达到设定值。水洗吹干后的产品经过烤炉通道时,烤炉通道内的热空气把产品表面的水分烘干。烘烤温度的设定不仅要考虑到产品表面水分的蒸发,而且不同产品的耐热程度不同,目前制造二厂涂装线以PP材质为主,所以设定温度为95±5℃。
火焰处理:用强氧化焰使塑料表面氧化,提高塑料基材表面的表面张力,使油漆能更好的与基材表面结合,以提高油漆的附着力。
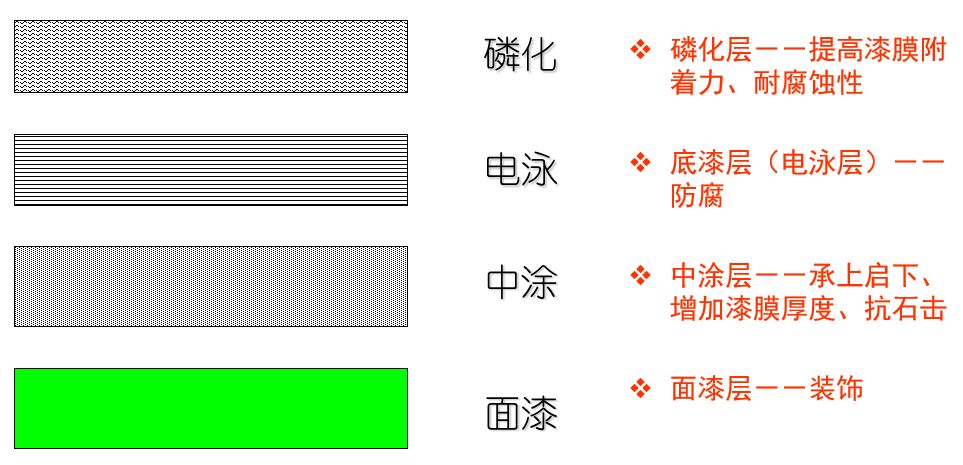
底涂:底涂的目的不同,种类也很多,虽然其外观无法看出,但影响很大。功能如下:增加附着性、减少色差、掩蔽工件不良点
中涂:涂装后所看到颜色的涂膜,最主要的是使被涂物美观或有良好的物化性。
上涂:上涂是涂程中最后一层涂膜,其目的在于赋予涂膜高光泽度及良好的物化性,以保护被涂物。
五、化妆品包材领域应用
涂装工艺在化妆品包材中应用非常多,是各种口红套件、玻瓶、泵头、瓶盖等产品外组件主要的着色处理工艺之一。
上涂:上涂是涂程中最后一层涂膜,其目的在于赋予涂膜高光泽度及良好的物化性,以保护被涂物。
五、化妆品包材领域应用
涂装工艺在化妆品包材中应用非常多,是各种口红套件、玻瓶、泵头、瓶盖等产品外组件主要的着色处理工艺之一。

